Metal Injection Moulding (MIM) Four de déliantage - EBO
 Four de déliantage - EBO")
 Four de déliantage - EBO")
- Temp Max: 150 °C
- Volume: 120 to 250 litres
-
Pour le déliantage catalytique.
- Informations produit
Le Metal Injection Moulding (MIM) est un procédé de fabrication moderne qui consiste à injecter un matériau de base dans des moules afin de produire des pièces métalliques de forme complexe. Carbolite Gero propose des fours et des armoires chauffantes spécialement optimisés pour les étapes de traitement thermique nécessaires à cette application.
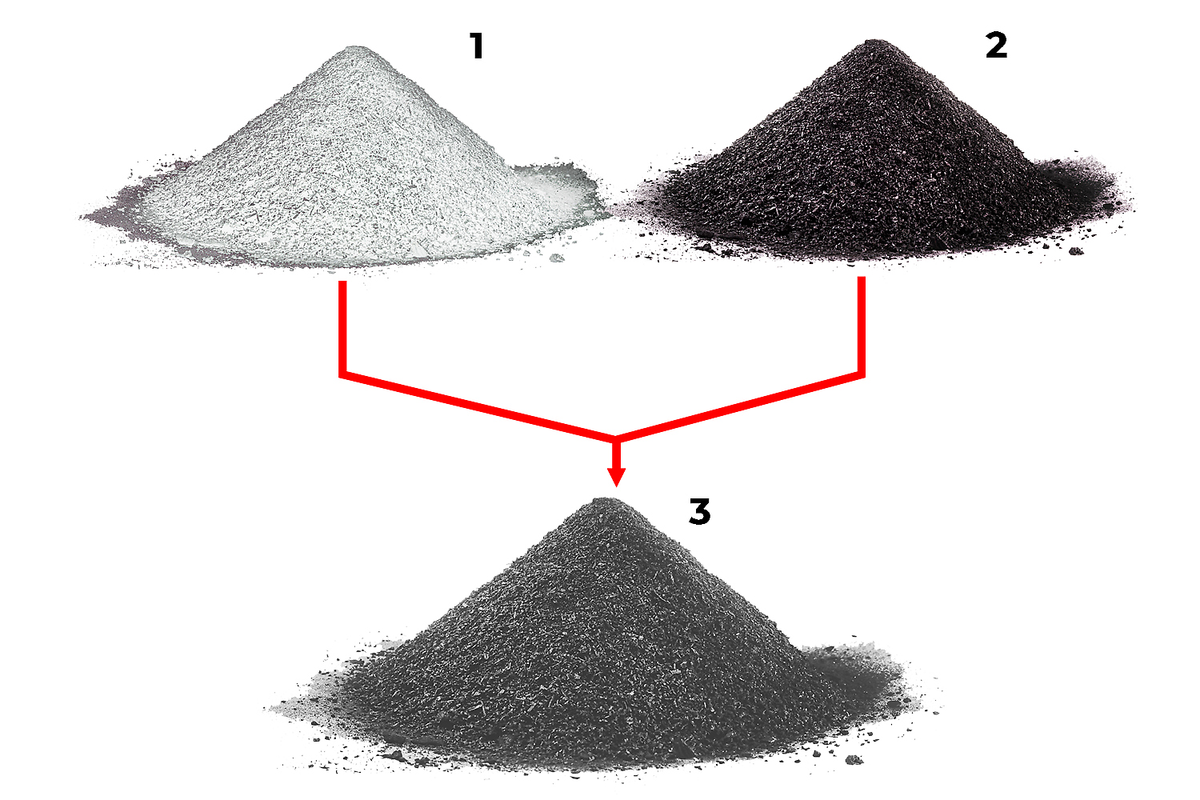
Le moulage par injection de métal (MIM) est une technique de fabrication dans laquelle un matériau de base est injecté dans des moules afin de produire des pièces complexes avec une grande reproductibilité. Le matériau de base est un mélange de métal en poudre et d'un liant polymère qui assure la cohésion du matériau.
Avant que les pièces puissent être utilisées, le liant doit être retiré et la structure interne de la pièce doit être solidifiée ; pour ce faire, les pièces sont soumises à un traitement thermique par déliantage et frittage dans un four.
Le liant (1) et la poudre métallique forment ensemble le matériau de base
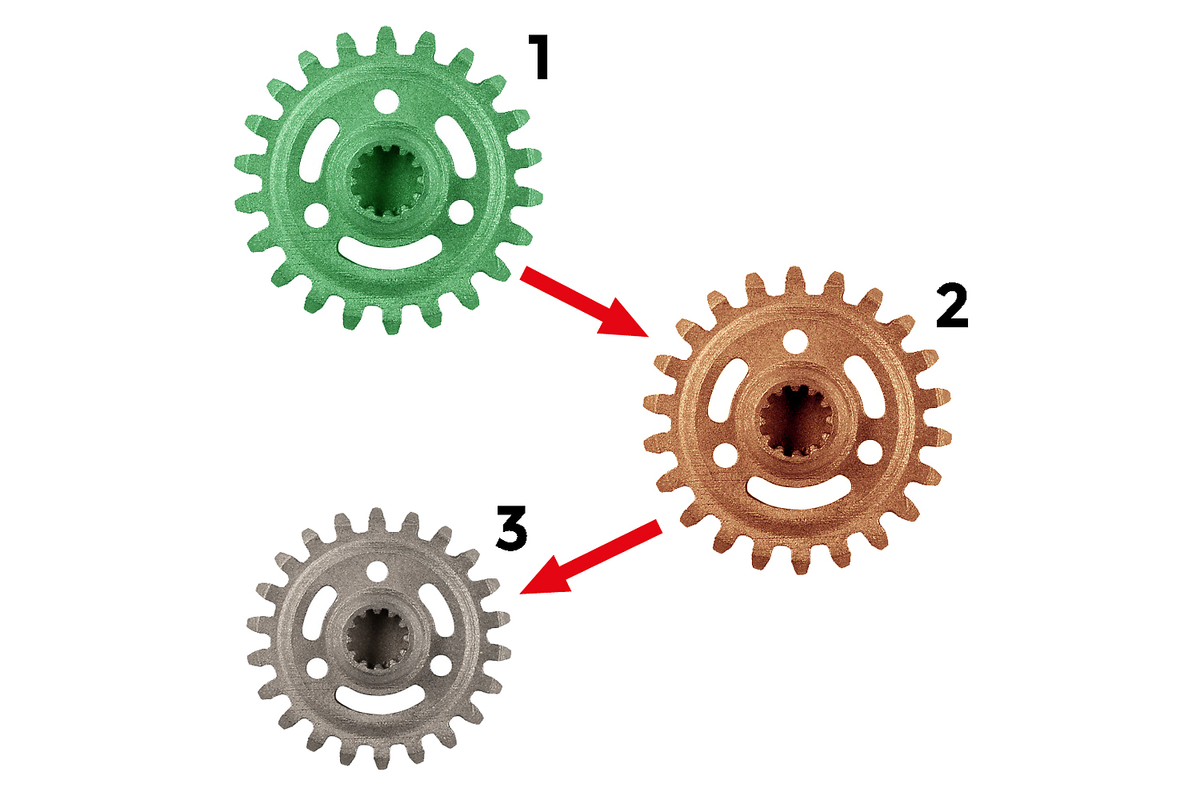
Pièce verte (1) formée par moulage par injection de métal, pièce brune (2) après élimination du liant et pièce finie (3) après frittage
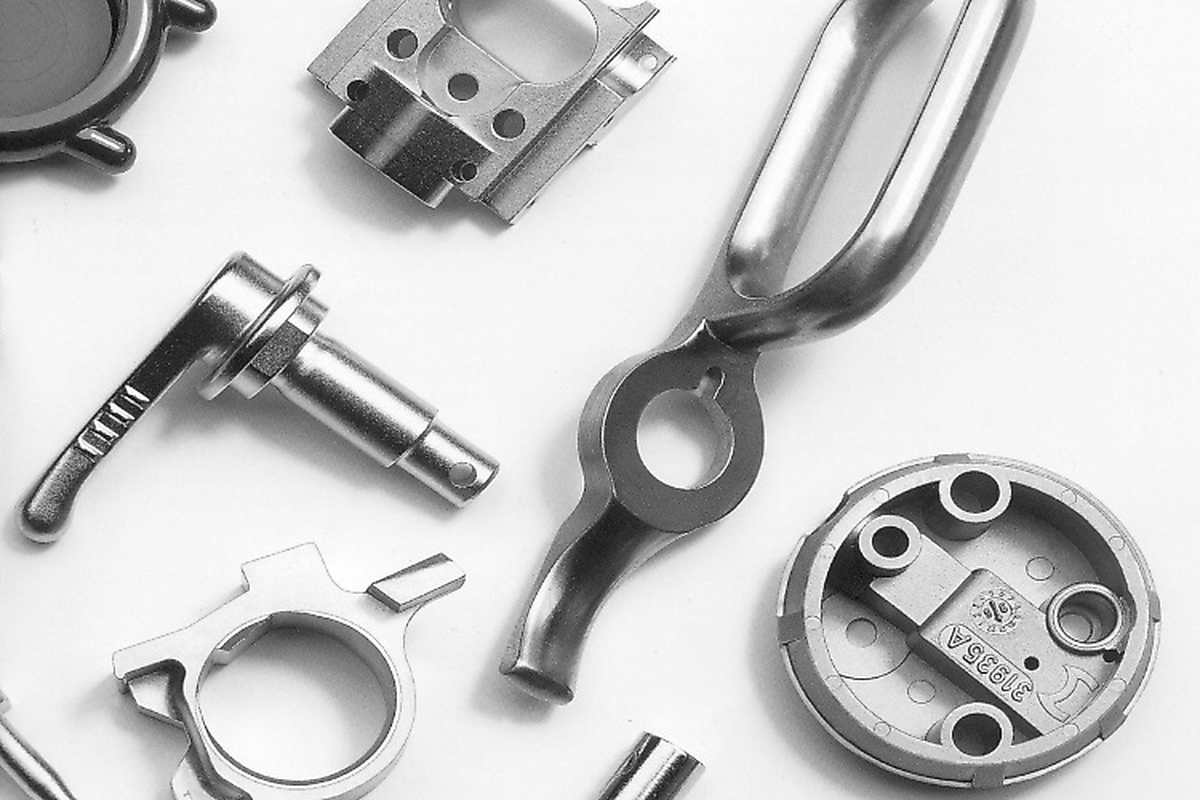
Exemples de quelques pièces métalliques finies fabriquées par le procédé de moulage par injection de métal
Il s'agit du processus d'élimination du liant de la pièce verte. Ce processus peut être soit catalytique, auquel cas le liant est éliminé à l'aide d'une combinaison d'additifs catalytiques, de solvants et d'eau, soit thermique, ce qui nécessite un traitement thermique sous atmosphère modifiée dans un four. Le procédé requis dépend de la nature du matériau de base utilisé. Les composants qui ont subi ce processus sont ensuite appelés "pièces brunes" ;.
Selon le type de matériau de base utilisé, il peut être nécessaire de délier les pièces à la fois chimiquement et thermiquement. Le déliantage chimique permet d'éliminer la majeure partie du liant, tandis que le déliantage thermique permet d'éliminer le liant résiduel, également appelé "backbone binding" ;". Ce processus est souvent appelé "déliantage résiduel" ;".
Carbolite Gero peut proposer des fours adaptés au déliantage catalytique ou thermique.
Il s'agit d'un procédé de traitement thermique de composants MIM (Metal Injection Moulding) qui ont été préalablement soumis à un processus de déliantage (partie brune). L'objectif du frittage est de modifier la structure interne des pièces afin d'améliorer leur densité globale et, en fin de compte, leur résistance. Pour ce faire, les pièces métalliques sont chauffées dans un four ou une atmosphère inerte à environ 20 % en dessous du point de fusion du métal, ce qui permet aux atomes de se diffuser à travers la structure et de fusionner en une structure plus dense. Pendant le frittage, les pièces métalliques rétrécissent dans une certaine mesure, leur taille diminuant de 15 à 22 % en fonction du métal utilisé et de la densité finale de la pièce.
Les profils de température, l'atmosphère et l'uniformité de la température à l'intérieur du four doivent être contrôlés très précisément, tant lors du déliantage que du frittage, afin d'éviter les déformations et la formation de fissures et de bulles. L'atmosphère inerte ou réductrice est également essentielle pour éviter l'oxydation des pièces.
Le liant principal est représenté en bleu et peut être éliminé par catalyse.
Le liant backbone est représenté en vert. Il ne peut être éliminé que thermiquement entre 300°C et 600°C dans un four. Ce processus est souvent réalisé sous pression partielle, ce qui abaisse le point d'ébullition du liant et lui permet de quitter la pièce en douceur à des températures plus basses.
L'élimination catalytique du liant peut être réalisée dans le four EBO de Carbolite Gero.
L'acide nitrique (HNO3) s'évapore et circule sous un flux d'azote dans le four, où il est dirigé sur les parties vertes.
L'acide nitrique décompose le liant principal et produit du formaldéhyde (CH2O), qui est gazeux et explosif à des concentrations comprises entre 7 % et 73 %. Le flux de gaz dirige le formaldéhyde vers la sortie de gaz du four, où il est ensuite brûlé en toute sécurité à l'aide d'un postcombusteur actif.
Exemples
Pièces vertes après déliantage catalytique (à gauche) : diamètre : 27,86 mm / masse : 11.89 g
Pièces vertes après frittage complet (à droite) : Diamètre : 24 mm / Masse : 11,71 g
➔ Réduction totale de la masse après déliantage résiduel : 1,5
Le matériau de base est injecté dans le moule et mis dans la forme souhaitée. Le liant est mis en évidence en bleu et en vert.
À ce stade, la pièce MIM est appelée "pièce verte".
Lors du déliantage catalytique/chimique, le liant principal (bleu) est éliminé, ne laissant que le liant dorsal (vert), qui doit être éliminé thermiquement dans un four.
Lors du déliantage résiduel, le liant backbone (vert) est retiré et la pièce MIM est désormais appelée "pièce brune" ;.
Pour augmenter la densité et la résistance de la pièce, elle doit être frittée. A ce stade, les particules commencent déjà à diffuser et à adhérer les unes aux autres.
Pendant le frittage, les atomes de la pièce MIM se diffusent à travers la structure et fusionnent entre eux, ce qui augmente la densité globale de la pièce.
Pendant le frittage dans un four, la microstructure de la pièce MIM est nettement plus dense et présente moins d'espaces entre les atomes. Le processus de frittage entraîne un certain rétrécissement, certaines pièces devenant jusqu'à 22 % plus petites. Il s'agit d'une composante normale du processus MIM (Metal Injection Moulding) et il convient d'en tenir compte lors de la conception initiale des moules.
Carbolite Gero propose deux solutions multi-étapes pour le traitement thermique des pièces métalliques moulées par injection (MIM).
La première option est une combinaison des fours EBO 120 et HTK 120. L'élimination catalytique du liant se fait dans l'EBO, tandis que le HTK permet d'effectuer à la fois le déliantage thermique et le frittage.
Le principal avantage de cette solution est que l'ensemble du processus peut être réalisé avec seulement deux fours. Il convient de noter que, bien que le retrait du liant soit initialement moins coûteux, il peut s'agir d'une application salissante qui, avec le temps, pourrait contaminer et endommager la chambre du four HTK revêtue de molybdène ou de tungstène.
Cependant, en utilisant un four HTK à la fois pour le déliantage et le frittage, il est possible de travailler dans une atmosphère d'hydrogène sous pression partielle. Cela n'est pas possible avec l'utilisation d'un four GLO.
Exemple:
Veuillez prendre note : les temps de cycle indiqués sont des valeurs typiques pour un processus donné. Les temps de cycle varient en fonction des applications individuelles et des exigences des clients.
La deuxième option est une combinaison des fours EBO 120, GLO 260 et HTK 120. L'élimination catalytique du liant se fait dans le four EBO, l'élimination thermique du liant dans le four GLO et le frittage dans le four HTK.
Bien que cette solution implique un four supplémentaire dans le processus, elle peut s'avérer globalement plus économique, car les composants du four de frittage HTK sont protégés des impuretés, ce qui réduit les coûts de maintenance.
Exemple:
Veuillez prendre note : les temps de cycle indiqués sont des valeurs typiques pour un processus donné. Les temps de cycle varient en fonction des applications individuelles et des exigences des clients.
Pour obtenir les meilleures conditions possibles d'élimination du liant des composants MIM, le flux de gaz doit être continu et turbulent afin d'atteindre tous les échantillons placés dans le four. La turbulence contribue à l'élimination du liant des pièces vertes pendant l'application.
Carbolite Gero a travaillé en étroite collaboration avec des institutions académiques pour effectuer des simulations CFD (Computational Fluid Dynamics) afin de tester et d'améliorer le flux de gaz dans les chambres de four généralement utilisées pour les applications MIM (Metal Injection Moulding).
L'homogénéité dans la répartition des température est l'écart maximal de température dans le volume utile de la chambre du four. Par exemple, si le four est réglé à 600 °C et qu'une homogénéité dans la répartition des température de ±5 °C est indiquée, la température à l'intérieur du volume utile ne doit pas être inférieure à 595 °C ou supérieure à 605 °C.
L'homogénéité de la température est essentielle lors du frittage de composants MIM (Metal Injection Moulding) dans un four, car il faut s'assurer que toutes les pièces présentent le même rétrécissement et la même densité.
Les fours Carbolite Gero sont disponibles avec plusieurs zones chauffées afin de garantir l'uniformité de la température à l'intérieur de la chambre.
Formule de calcul de l'uniformité de la température :
La gamme de fours HTK de Carbolite Gero a été spécialement conçue pour optimiser les processus de traitement thermique à grande échelle dans le moulage par injection de métaux. La cornue HTK120, par exemple, permet à l'opérateur de charger jusqu'à trois piles d'échantillons de 20 plaques chacune (380 x 240 x 0,5 mm). L'espacement entre les plaques peut être ajusté pour tenir compte de la géométrie d'un grand nombre d'échantillons.
La conception et la configuration de l'étagère permettent au gaz de circuler à travers chaque couche et autour de chaque pièce MIM qui y est placée. Pour y parvenir, quatre diffuseurs d'entrée de gaz spéciaux dirigent le flux horizontalement à travers les couches de l'étagère. Chaque entrée est connectée à un flux de gaz séparé, dont la vitesse peut être réglée individuellement afin de maximiser les performances en fonction des besoins individuels.
Une plaque de sortie de gaz spéciale permet de distribuer le gaz de manière uniforme sur tout le volume de la cornue du four, et pas seulement au centre.
Une série de commandes à écran tactile est disponible, permettant aux opérateurs de saisir facilement les programmes de traitement thermique. En outre, des programmes prédéfinis pour le déliantage (résiduel) et le frittage de certains des matériaux les plus couramment utilisés (316-L, CrMo4, 8620, etc.) sont proposés comme réglages standard dans le logiciel de commande. Les réglages pour d'autres matériaux peuvent être activés après consultation de Carbolite Gero.
Grâce à un vaste réseau de représentants, nous sommes à votre disposition sur l'ensemble du territoire. Nos collaborateurs se feront un plaisir de vous conseiller de manière détaillée sur l'utilisation des produits Carbolite Gero pour votre application spécifique.
Contactez-nous pour une consultation gratuite et discutez avec un spécialiste des produits afin de trouver la meilleure solution pour vos besoins d'application !
Outre les fours Carbolite Gero pour le traitement thermique, les autres gammes de produits de Verder Scientific offrent d'autres solutions pour l'ensemble du processus de moulage par injection de métal ainsi que pour les technologies de fabrication additive en général :
Dans le moulage par injection de métal (MIM), il y a deux étapes qui nécessitent un four : le déliantage, pour éliminer le liant de la pièce verte, et le frittage, pour améliorer la densité globale et la résistance de la pièce métallique.
Selon l'application, deux ou trois fours sont généralement nécessaires. Un pour l'élimination catalytique du liant et ensuite soit un soit deux fours pour le déliantage thermique et le frittage.
Les fours Carbolite Gero pour MIM se distinguent par des avantages tels que la faible consommation d'énergie, l'enregistrement des données, le contrôle par écran tactile et la manipulation aisée des déchets de liant sans séparateur de condensat. Nos fours pour l'élimination catalytique du liant sont chauffés à l'eau, ce qui empêche la condensation d'acide nitrique dans l'appareil ; nos cassettes de chauffage très stables garantissent que les processus de déliantage et de frittage peuvent fonctionner 24 heures sur 24.
Oui, la pression partielle avec Ar, N2 ou H2 est possible dans un four. La pression peut être réglée entre 100 et 1000 mbars dans le logiciel de commande. L'angle d'ouverture d'une vanne pneumatique est réglé de manière à ce que la pression soit maintenue constante dans la cuve du four. Toutes les normes de sécurité nécessaires sont appliquées pour le fonctionnement sous pression partielle d'hydrogène et sont certifiées par le service de contrôle technique allemand TÜV.
L'excellente uniformité de la température dans les fours de Carbolite Gero pour le moulage par injection de métal est obtenue par une disposition symétrique des éléments chauffants, plusieurs zones de chauffage et une cornue étanche au vide. La cornue protège également le four contre les liants qui peuvent se condenser pendant le processus.
Selon la taille du four de moulage par injection de métal, le liant est géré lors du traitement sous pression partielle soit par des séparateurs de condensat pour les petits fours, soit par une pompe à huile fraîche. Cette dernière solution est extrêmement profitable pour les grandes installations, car elle réduit considérablement l'entretien par rapport aux séparateurs de condensat.
Carbolite Gero propose une série de fours de différentes tailles pour le déliantage catalytique et thermique ainsi que pour le frittage dans le processus de moulage par injection de métal. Sur demande, des systèmes de manutention manuelle personnalisés peuvent être fournis pour le transfert des pièces entre les différents fours.
Le titane peut être fritté soit dans une atmosphère d'argon pur, soit sous un vide poussé. La vaste expérience de Carbolite Gero dans le domaine de la technique du vide nous permet de fournir des systèmes de four avec les taux de fuite les plus faibles et donc les performances de vide les plus élevées. Selon les besoins, nous pouvons équiper les systèmes d'accessoires de pompes à vide appropriés.
 Informations générales")
 Four de déliantage - GLO")
 Four de frittage - HTK")





")





















